

Warunki niezbędne do produkcji wysokiej jakości końcówek do pipet
Końcówki do pipet są najczęściej używanymi materiałami w laboratorium.Wymaga dużej dokładności wymiarowej i dobrej koncentryczności, jednocześnie ścianka wewnętrzna wymaga gładkich śladów płynięcia, a końcówka nie ma karbowanego zadziora.
Wyjaśnijmy punkty procesu z procesu produkcyjnego:
1 wybór środowiska produkcyjnego
Końcówki należy stosować w detekcji molekularnej, diagnostyce in vitro, badaniach przesiewowych i innych eksperymentach, dlatego końcówki do pipet są bardziej wymagające pod względem środowiskowym w produkcji, np. obecność obcych organizmów na powierzchni końcówek może bezpośrednio wpływać na wyniki analizy.Obecnie rutynowym wyborem są warsztaty bezpyłowe na poziomie stu tysięcy stopni.
2 wybór sprzętu produkcyjnego
Produkty z końcówkami mają wiele otworów, głęboką wnękę, cienką ściankę i szybki cykl formowania, co powinno charakteryzować się wysoką wydajnością formowania, niską awaryjnością i długoterminową stabilną pracą pod względem doboru sprzętu, dlatego też szybka elektryczna wtryskarka jest doskonały wybór, charakteryzujący się następującymi cechami:
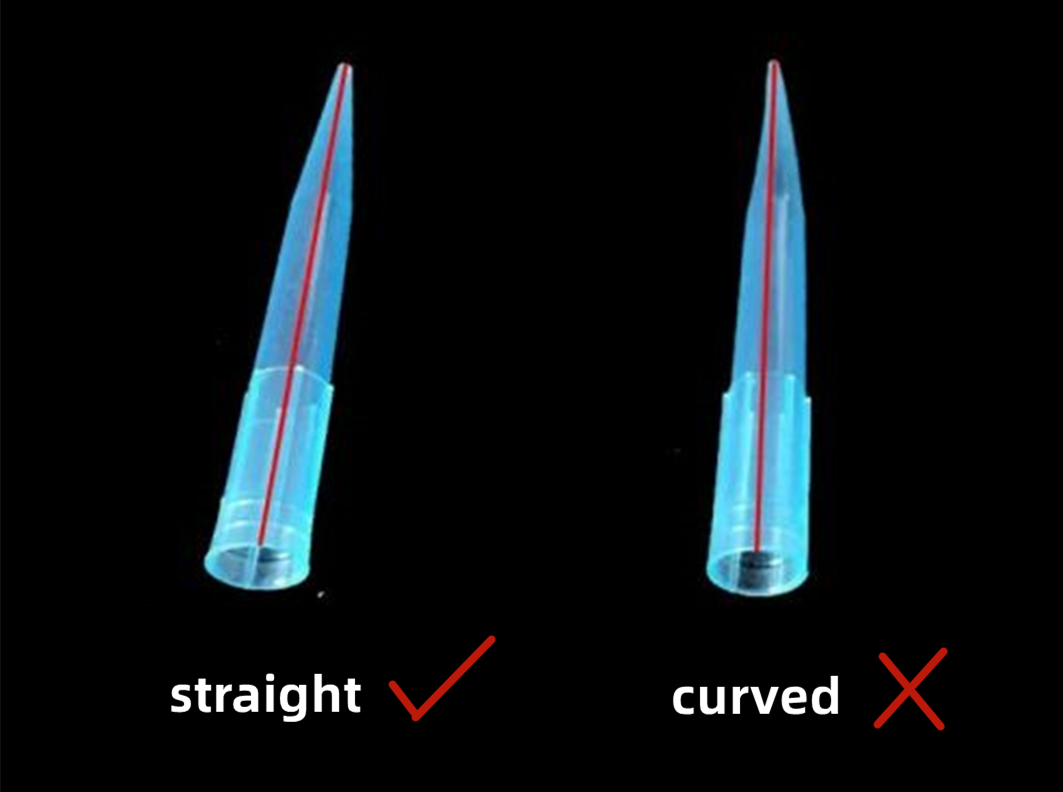
*Szybka elektryczna wtryskarka spełnia wymagania precyzyjnych wyrobów cienkościennych, zmniejszając prostość końcówki pipety podnoszącej naprężenia powstające przez końcówkę pipety podczas formowania;
*Prędkość i precyzja w trybie otwartym są bardziej stabilne w porównaniu do zautomatyzowanego manipulatora chwytającego pozycję produktu;
*Stabilność i wyższa powtarzalność.Silnik systemu multi power jest sterowany przez niezależny system, a forma umożliwia jednoczesne działanie.
3 kwestie związane z procesem
Głównymi niepożądanymi zjawiskami związanymi z końcówkami są brak główki, deformacja zginania, krawędzie włosów na głowie i ustach, stabilność wymiarowa i inne problemy.W odpowiedzi na powyższe kwestie w rzeczywistym procesie produkcyjnym należy zwrócić uwagę na następujące punkty:
*Rozsądna prędkość wyrzutu.
Zbyt duża prędkość spowoduje wyciek powietrza i zaklejenie końcówki, a gaz nie będzie mógł być płynnie odprowadzany.Zbyt wolne spowoduje duże naprężenia wewnętrzne w produkcie, produkt będzie wygięty, a prostoliniowość nie będzie wystarczająca.Należy stopniowo korzystać z formy rosnącej, a status produktu należy racjonalnie obserwować, aby wybrać.
*Związane z surowcami
① Do weryfikacji podstawowych parametrów wybrano materiały o lepszej płynności, co ułatwiło szybkie napełnianie surowcami, dobór rozsądnego ciśnienia, a także ochronę precyzyjnych przebiegów i zmniejszyło prawdopodobieństwo wystąpienia zjawisk o złym wyglądzie.
② Rozsądna temperatura.Surowce PP należą do materiałów krystalicznych. Zbyt niska temperatura doprowadzi do pojawienia się materiałów wolno krystalicznych, zmętniałych i nieprzezroczystych, produkty stają się kruche i występują inne niepożądane zjawiska, zbyt wysoka temperatura doprowadzi do degradacji wytrzymałości surowców.
*Rozsądne przełączanie V/P
Aby zapewnić stosunkowo zrównoważony wtrysk, uruchamianie produktu powinno napełniać się stopniowo od krótkiego wyrzutu, przy czym produkty z krótkim wyrzutem muszą uważnie obserwować równowagę i mimośrodowość napełniania końcówki.I projektowanie racjonalnego przełączania V/P.Należy unikać sytuacji takich jak brak kleju na końcówce pipety, krawędzie włosków, brak prostoty itp.
*Automatyzacja
① W przypadku automatycznego działania ssania należy zainstalować manometr podciśnieniowy w celu monitorowania wartości zmiany wielkości próżni, ustawiając rozsądny zakres próżni i połączenie sprzętu, aby osiągnąć nieprawidłowe działanie, gdy ochrona formy i pomocnicze wykrywanie pęknięcia produktu .
② Pobrać odpowiednią ilość gazu z płyty urządzenia, zajmując jak najwięcej miejsca na większym przewodzie.
③ Korpus rury uchwytowej wybiera w miarę możliwości tworzywo sztuczne + strukturę buforowaną.
Czas publikacji: 8 grudnia 2022 r